短信碼登錄
密碼登(dēng)錄
獲取短信驗證碼
獲取短信驗證碼

2023-09-06
泮建華
(上海鐵路局杭州北車輛段)
數控(kòng)機床是輪對鏇(xuàn)修(xiū)加工(gōng)的重要設備,設備性能的穩定和(hé)加工精度的準確,對貨(huò)車輪對質(zhì)量和安全起著重要作用。主軸是機床的核心部件,主軸電機的控(kòng)製對機床的精(jīng)度和穩定性也起著決定性作用。要使被加工的輪對尺寸符合規定,精度合格,同時確保在運行中(zhōng)的穩定,車床主軸的穩(wěn)定可靠顯得尤為(wéi)重要。通(tōng)過對數控車床主軸電機的(de)變頻技術改進,達到提高加工(gōng)穩定性、加工精度(dù),平(píng)滑加減速(sù)、節能(néng)等目的(de)。
一、現狀及存(cún)在問題
1、數(shù)控車輪車床現狀
杭州北(běi)車輛段修車大庫經過擴能改造後(hòu),日出車量由原來的30輛提高到現在的70輛(含廠修車輛),以車輛段目前輪對60%左右的鏇(xuàn)修率計(jì)算,日均鏇修輪對達到170餘對(duì)。目前用(yòng)於輪對鏇修加工的數控車輪車床增加到8台,車床操作工采取早、中兩班工作製,每個班次5人,因此(cǐ)每(měi)台車床的日均輪對加工數達34對左右。車床數控係統均采用西門(mén)子公司(sī)的802D係統(tǒng),主軸采用Y-△-YY,3速電機帶動,平均功率40kW。因(yīn)數控加工要求精確、可靠,對主軸電機啟動、變速、運行(háng)的穩定(dìng)性要求很(hěn)高,加上車(chē)輛段目前輪對鏇修加工量大的特(tè)點,如何改善數控車床(chuáng)主軸控製方式,提高輪對鏇修效(xiào)率(lǜ)和精度成為了設備維修人員的重要(yào)課題。
2、運行中存在的主要問題和原因(yīn)
(1)主軸電機功(gōng)率大,電機采用的硬啟動方式,啟動瞬間電流急劇增大,不僅(jǐn)對電網電壓造成很大衝擊,而且還會對電網容量要求過高,車輛段車輪車床與輪對探傷(shāng)設備處於同一網(wǎng)路(lù)中,車(chē)床頻繁(fán)啟動產(chǎn)生的大電流對電網的衝擊已影響到探傷設備的正常(cháng)使用。此外(wài)啟動產生的(de)大電流和震動對相關零部件(jiàn)(各種閥類)的損害極大,對設備、管路的使用壽命極為不利(lì)。由此造成的油(yóu)路和各種閥類問題,占維修量的很大比例,影響設備使用效率,增加設備維(wéi)修人員的工作強度。
(2)車床主軸在運行時,由於加工刀具、被加工材(cái)料以及對工件加工的不同要求,為保證在任何情況下都能得到佳切削(xuē)條件,這就要求傳動係統有足夠寬的調速範圍。同時在不同轉速下又有具體的要求:高速下,要求速度穩定,盡可能提(tí)供主軸電機的功率,即恒功率(lǜ)範圍要寬;低速下,要求提供大轉矩輸出,以滿足重(chóng)切削的要求。采用現行的齒輪傳動變檔(dàng),主軸在變(biàn)檔調速時由(yóu)於轉(zhuǎn)速不是一個平滑的曲(qǔ)線,在加速或減速(sù)運(yùn)行時,由於絲杠的進給速度在係統設定下是恒定的,由此造成的進給速度(dù)不匹(pǐ)配,易造成刀頭的磨損甚至(zhì)崩斷刀頭,造成刀頭使用費用居高不下。
(3)係(xì)統對過電(diàn)流保護的設計不夠合理。在車削過程中容易出現吃(chī)刀量過大現象,此時絲杠承受較大的切削(xuē)力,但(dàn)由於未設置高靈敏(mǐn)度的過電流保護裝置,使刀架扔按(àn)照程序運行,長時間工作必定會造成絲杠磨損,致使係(xì)統出現報警,設備無法正常工作。通常情況下要處理絲杠問(wèn)題需要將刀架整體(tǐ)拆除,不僅需要耗費大量時間且購買新絲杠費用較高,期間造成設備長時間停台也嚴重影響生產進度。
(4)主軸製動效果(guǒ)差,目前主軸采用能耗製動,在高速下主軸從製動開始到完全停止需要5~10s,製動效果不明顯,由於製動時間長,若發(fā)生突發情況(kuàng)主軸無法立即(jí)製動,存在安全隱患。
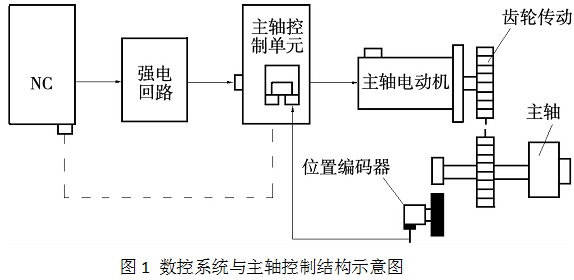
(5)該設備月均運行(háng)時間長,消耗的(de)電能大,怎樣通過改進節(jiē)約設備耗能也是設備(bèi)維修人員(yuán)麵臨的一(yī)個課(kè)題。圖1為數控係統與主軸控(kòng)製結構示意圖。
3、數控機床主軸要求(qiú)
主軸是車床構成中一個重要部分,功率消耗占(zhàn)機床(chuáng)總(zǒng)功率的70%~80%,性能直接影響到機床的加工效率、加工材料(liào)範圍(wéi)、加工質量等。數控機床將高效、高精度和高柔性集為一體(tǐ)。為滿足數控車床對主軸(zhóu)驅動(dòng)的要求,主軸必須具備幾個性能:
(1)要有(yǒu)較寬調速範圍且速度穩定性能要(yào)高;
(2)在斷續負載情況下,電機的轉速波動範(fàn)圍要小;
(3)電機加減速時間要短;
(4)抗過載能力強;
(5)噪聲低、振動(dòng)小、壽命長。
二、主軸電(diàn)機變頻改進方案
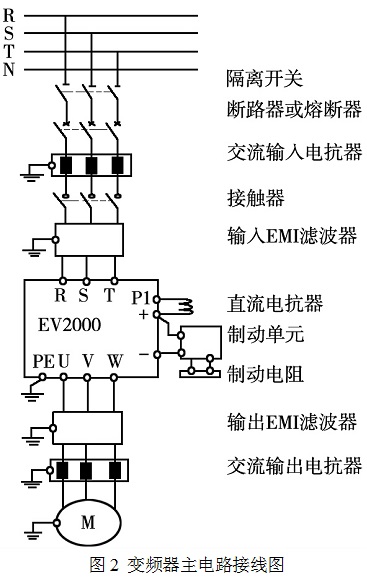
利用段已拆除原空壓機上使用的艾默生EV2000-4T0750G型變頻(pín)器,改造主軸,實現主軸(zhóu)運行頻率可控。
1、選(xuǎn)擇合理位置安(ān)裝變頻(pín)器,按要求布(bù)置(zhì)線路。變頻器主電路接(jiē)線(xiàn)見圖2。
2、根據工件加工要求(qiú)設置變頻(pín)器各參數:①設置電機(jī)參數,額定功率FH.01在0.4~999.9 kW,額定電流FH.02 在0.1~999.9 A;設(shè)置功能參數,頻率(lǜ)給定通道F0.00為(wéi)VCI 模擬給定(VCIGND),運行命令通道F0.03為(wéi)端子運行命令通(tōng)道,運轉方(fāng)式F0.04 為正轉,輸出頻率MAX(50.00,上限頻率F0.12)~650 Hz,設定為50 Hz,基本運(yùn)行頻率為50 Hz,為防止主軸反轉(zhuǎn),設置防反轉F3.00為禁止反轉,設置點動運行頻率為F3.13 為(wéi)5Hz,點動加速時(shí)間F3.15為10s;②設置過程閉環控製參數,F5.02反饋通道選擇由VCI 模擬電壓輸入0~10V,給定(dìng)量F5.10為100%;③設(shè)置相關保護參數,FL.04過載預報警檢出,檢出水平相當於電機額定電流(告警時故障代碼E014),自動限流水平(píng)FL.07 限流(liú)水平120%,保(bǎo)護動作(zuò)FL.12,告警(jǐng)並自(zì)動減速運行。
三、改進後效果
1、主軸點動、啟動及運行平穩,即實現了(le)主(zhǔ)軸(zhóu)的軟啟動。采用軟啟動的優點:①平滑加減速,有效避免了硬啟動對設備各部件的損傷,增強設備運行的穩定性(xìng),提高設備使用壽(shòu)命。②避免了頻繁啟動與(yǔ)停止對電網電(diàn)壓的(de)衝擊,有利於電網長期穩定(dìng)運行。③變頻器采(cǎi)用二極管整流,相對軟啟動器安全的高次諧波少,網側的高次諧波減少,功率因數提高。④提高運行的穩定性,減少刀片損耗,實現主軸加減速的(de)平滑,提(tí)高工(gōng)件加工質量(liàng)。⑤提高安全性(xìng)。降低機械配件損(sǔn)毀、電網劇烈波動、電機(jī)燒毀、停(tíng)車失靈、操作人員誤傷等安全隱(yǐn)患。
2、減少(shǎo)電(diàn)能消耗。通過實際測試得出,正常切削時(shí)的電流是方案實施之前的70%,每年僅(jǐn)電費就可節省30多萬元。
3、自動電壓調節(AVR)。當電網電壓變(biàn)化時自動保持輸出電壓(yā)恒定;自動限流,對運行(háng)期間電流(liú)自動限製,防止(zhǐ)頻繁過電(diàn)流故(gù)障。運用此項(xiàng)功能設計過電流自動報警,提醒操作人員合理選擇進給吃刀量。由此可有(yǒu)效解決絲杠磨損嚴重等問題。
4、去除了不必要(yào)的接觸器、變速齒輪等,在提高設備運行穩定性的同時,節省大量維修經費。
5、實現主軸快速製動,利(lì)用變頻器的減速停車功能,實現主軸快速停車,提高設備使用效率且有效保(bǎo)護操(cāo)作人員的安(ān)全。
6、變頻控製的實現,使主軸運行穩定,切削過程中(zhōng)調速平滑(huá),有效防止刀架損壞,減輕了刀頭的磨損,刀頭使(shǐ)用費用降低。
來源: 設備管理與維修
(版權歸原(yuán)作者或(huò)機構(gòu)所有)